


声测管高频焊接制管常见缺陷分析
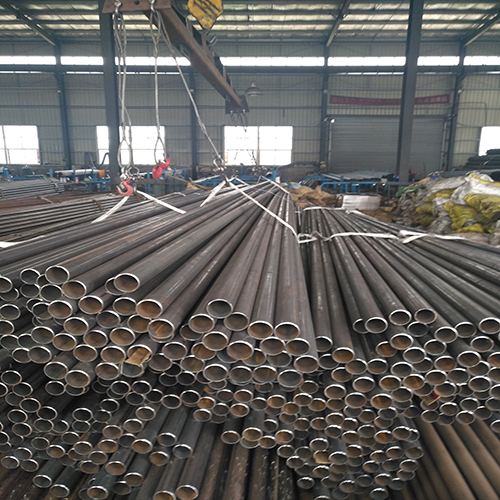
在利用高频技术焊接制作声测管的过程中,其中钢带被送入成型机,变形成圆筒状管坯通过感应圈或接触焊角,感应圈附近的磁场产生感应电流通过钢带边缘,声测管边缘由于自身电阻产生的电阻热而被加热,加热的钢带边缘经挤压辊挤压形成焊缝。
也就是说,在这一焊接过程中,并没有另外为声测管的焊接添加金属,其本质上是属于一种锻焊。如果生产控制比较好,熔合面不会残留熔融金属或氧化物。不过在实际进行焊接的过程中,可能会出现各种各种的焊接缺陷。其中比较常见的有:夹杂物,基本上都是黑色过烧氧化物;预弧,即白色过烧氧化物;熔合不足,开缝;边部熔合不足,边缘波浪等
除了以上这些常见的缺陷之外,在声测管焊接中,还可能会遇到的问题有:中部熔合不足,中部冷焊;粘焊,冷焊;铸焊,脆性焊;气孔,针孔;跳焊等。这些缺陷不是全部的但是常见的高频焊接缺陷。
声测管制作过程中,之所以会出现夹杂物,或者是黑色过烧氧化物之类缺陷的话,那么主要是由于金属氧化物没有随熔融金属挤出而被夹在熔合面上所造成的。这些金属氧化物是在V型口熔融金属表面形成的,一般会形成一个夹杂带。
想要避免这样的情况,那么在声测管制作过程中,首先要注意合理控制V型口的角度,其次要选择可靠的工装和设备安装保证稳定的V型口长度。另外在声测管焊接时,应相对较低的焊接温度获得较好的焊缝质量。